






服务项目 |
标志桩,标识桩,警示桩 |
面向地区 |
全国 |
品牌 |
华强 |
材质 |
玻璃钢 |
类型 |
其它 |

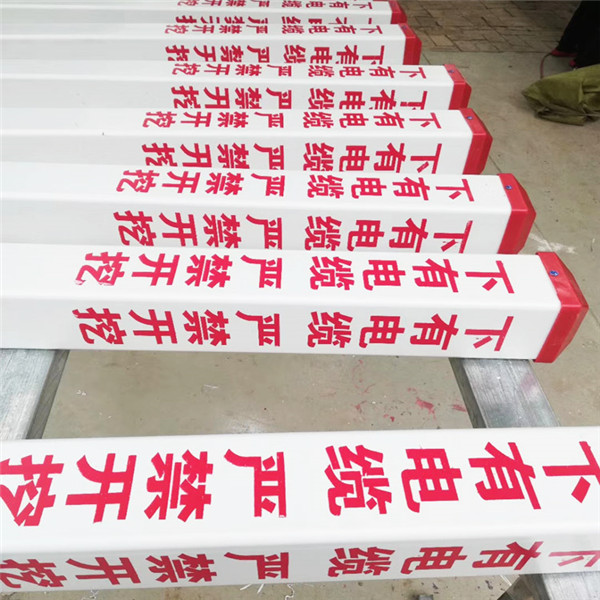
玻璃钢标志桩、标识桩、警示桩
开机前操作者应检查设备各部位机组的,传动,电器控制等情况,发现问题要及时车间班组长沟通解决,2.按产品的要求检查生产用工具是否,量具要校对准确,3.提前1—2小时启动加温,应按工艺规定设置各区温度,并在开机前进行检查以防止温度控制过高或过低。玻璃纤维数量的确定:玻璃纤维数量的确定是玻璃钢拉挤工艺所需要确定的个参数,如果玻璃纤维数量偏多,容易在模具入口造成堵塞现象;如果玻璃纤维数量偏少,则生产出的制品不够饱满。

玻璃钢标志桩、标识桩、警示桩
按产品生产定额配置适量的大料和小料,并检查穿纱是否层次分明,排列有序,有无交叉错乱现象,检查表面毡和内毡是否放置好,轴是否可以顺畅转动出毡,5.好牵引绳,并试机观察气压,牵引转速,树脂槽装置,加温控制,各部电气开关,上下水,电,气等情况,确认无问题后方可开机生产。玻璃钢标识桩标志桩警示桩的工艺请求是什么?玻璃钢标识桩标志桩警示桩的工艺请求根本雷同,重要参数有:玻璃纤维数目的肯定、固化温度、固化时光、牵引速率、牵引力、浸渍时光等。玻璃纤维数目的肯定:玻璃纤维数目的肯定是玻璃钢拉挤工艺所须要肯定的各参数,假如玻璃纤维数目偏多,轻易在模具进口形成阻塞景象;假如玻璃纤维数目偏少,则出产出的成品不敷。固化温度、固化时光:固化温度是全部拉挤工艺中症结的部门。依据树脂固化时所需的热量和树脂固化放热曲线,再共同拉挤的牵引速率,将模具分为:预热区、凝胶区和固化区。三区自力加热部门分离由化装备来加热部门的温度。产物在模具出口应到达90%阁下的固化率,可以蒙受牵引装备的牵引力和夹持力。
玻璃钢标志桩、标识桩、警示桩
浸渍时间:增强材料的浸渍时间以浸透表面毡和无捻粗纱为,每批原材料以试验为依据,普通增强材料的浸渍时间为60—120s。但在高温下强度和模量会有一定程度的,一般拉挤型材的适用温度范围为-50℃-100℃。1.6热学性能拉挤型材是一种绝热材料。热系数比普通塑料低得多。在高温下不会熔化拉挤在低温下具有优良的力学性能。

近期浏览








